
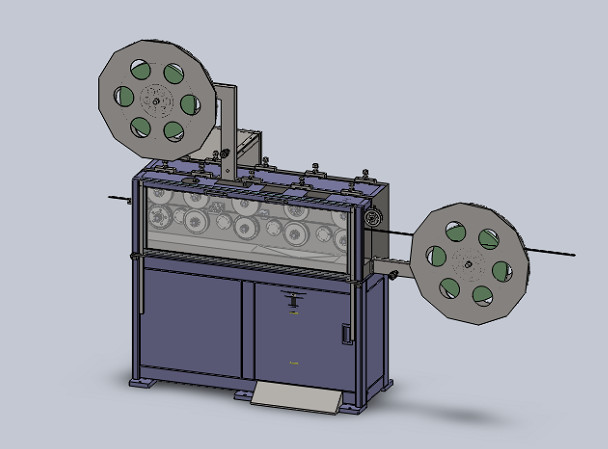
Geautomatiseerde de Zakproductielijn van de Lamineerders Technische Overeenkomst van Batterijplaat
1. Ontwerpeisen ten aanzien van productielijn van batterijplaat van zaktype
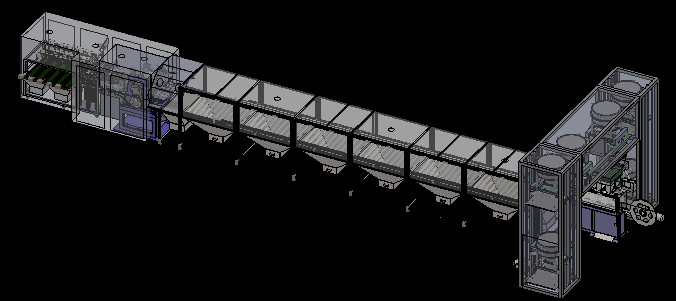
1.2.Plate leeg productieproces: de staalstrook onder het kader en de strookvorm om een poeder, gepoederde en secundaire het vullen poederschraper (-) te vullen – Omhooggaand met kader - boven en beneden de strook de fusie - georiënteerde - wapen in de mond - lege te buigen houder (- > duidelijk poeder), overbevolkte mond - afgesneden - ladings (kleine opslag) werkbank (9 m) - artikelwerktijd - gesneden in reliëf maken - - de plaat zet de levering voort. De negatieve behoeften van de plaat lege productielijn slechts, geen secundair verpakking en poeder die eens kruiden.
1.4.Performance vereisten van plaat lege productielijn: 1.3 in de normale productieomstandigheden. Vereisten van de clausule; Elk regelgeving deel, het voeden mechanisme, poeder en verpakkingsmechanisme die, die combinatiemechanisme, het mechanisme van de drukscheerbeurt, vereisten vormen van stabiliteit en betrouwbaarheid, gemakkelijk te werken voeden; Alle bewegende delen zullen redelijk, betrouwbaar en geschikt smeringsmechanisme hebben.
1.5. Stofpreventie:
1.5.1. De productielijn moet betrouwbare stofdichte faciliteiten hebben, en de stofdichte faciliteiten reserveren de luchtopname; Er zou materiële inzamelingstank moeten zijn onder elk werkend gezicht, dat volledige inzameling en geschikte verrichting vereist. De veiligheidsdeur van al stofdichte dekking zou vast en betrouwbaar, geschikt moeten zijn te werken en te handhaven.
1.5.2. Alle elektrofaciliteiten, schakelaars, contactdozen en stoppen zullen stofdicht en explosiebestendig zijn. Het machtskoord zal een beschermende dekking hebben.
1.6. Nadat het ontwerp wordt voltooid, zullen de bouwtekeningen en ondertekend door partij a aan deze technische overeenkomst worden bevestigd en worden vastgemaakt.
1.7.Plate automatisch productielijnmateriaal:
| Nr. | Procesnaam | Devicename | Capaciteit van materiaal | Hoeveelheid (Reeksen) | Opmerkingen |
| 1 | Ladingsmateriaal | Automatische poedervoeder | 250kg /netx | 2 | Automatische lading |
| 2 | Pakketpoeder | Verpakkende machine van het plaat de automatische poeder | ≤20m/min regelbaar | 2 | |
| 3 | lading | Ladingspost | 9m | 1 | Geen transportband van de machtsrol |
| 4 | Geen transportband van de machtsrol | De machine van de latscheerbeurt | ≥25 次 /min | 1 |
1.7. De tekening van de materiaalassemblage
2.The hoofdmateriaal en faciliteiten van de productielijn voor de spatie van het stootkussen van zakbatterij
2.1.Auto-voeder
2.1.1.Design vereisten
2.1.1.1. De werknemers zullen met materiaal worden gevuld van het verzegelen van de auto (een lading van materieel gewicht ongeveer 250 kg) aan het automatische platform van de voederlift en het slot, de automatische het voeden beginnen machine, die de auto tot hoogte verzegelen, de motoraandrijving de auto om horizontaal vaste vultrechterafzet, vaste vultrechterinterface te bewegen neemt automatisch toe en de auto die mond dokken lossen, die de klep van de autoafzet verzegelen opent automatisch, automatisch materiaal in vast binnen de vultrechter, het gehele proces van verbinding, geen materiële lekkage.
2.1.1.2. Eigenschappen: het automatische voeden, automatische levering, vermindert handverrichting, verwerkt het verzegelen, vermindert stofverontreiniging.
2.1.2.Main delen van materiaal
| Nr. | Systeemsamenstelling | Systeemconfiguratie | Hoeveelheid |
| 1 | Reksysteem | Gelaste kaderbouw | 1 |
| AC motor | 4 | ||
| Kettingoverbrenging | 4 | ||
| Verminderingsversnellingsbak | 4 | ||
| Verzegel de dragende zetel | 8 | ||
| Tangmechanisme | 2 | ||
| Luchtcilinder | 2 | ||
| 2 | Het verzegelen van de auto | Het verzegelen van de auto | 4 |
| Poortklep | 4 | ||
| Het verzegelen van vervoer | 4 | ||
| Blanker | 4 |
2.1.3. Technische Parameter
|
Specificaties Punt |
ZLA01A |
| Efficiency | De enige het voeden snelheid van het karretje is over 250kg en < 20min=""> |
| Totale macht (kW) | AC380V, 50HZ 1.5KW |
(kW) |
AC380V, 50HZ 1KW |
|
800KG |
| Efficiënte capaciteit van het verzegelen van vervoer | 250KG/辆 |
2.1.4.Equipment diagram
2.1.5.Main materiaaldelen
2.1.5.1. Kadersysteem: kanaalstaal, I-staal gelaste structuur, stabiel en betrouwbaar; De voer opheffende motor keurt veranderlijke frequentiemotor goed, is de snelheid regelbaar, en het gidsspoor aan beide kanten keurt I-staal structuur goed, die in het het opheffen proces stabiel en betrouwbaar is. Het gehele kader wordt verzegeld met transparante PE plaat, met verzegelde deur aan beide kanten, die voor onderhoud geschikt is.
2.1.5.2. Verzegelend vervoer: het verzegelende vervoerkader wordt gemaakt van 8040 vierkant lassen, vier load-bearing cardanische wielen bij de bodem, en de vultrechter wordt gemaakt van spiegelroestvrij staal. De verzegelende haven van de vervoerlossing met de lossingsschakelaar van de stopklep, hoogste dekkingsverbinding. De negatieve materiële verzegelende auto is uitgerust met een blanking mixer.
2.2.Powder verpakkingsmachine
2.2.1. Ontwerpvereisten
2.2.1.1. Deze machine is geschikt voor de productie van kleine strook van lage, middelgrote en hoge verhouding batterijplaat. Het is eenvoudig en geschikt om het het bewerken wiel aan te passen en te vervangen. Stabiele en betrouwbare verrichting van materiaal; Volledige smering, betrouwbare en gemakkelijke verrichting; De rijke materiële inzameling is volledig, betrouwbaar en geschikt. Het proces van poederdeklaag wordt uitgevoerd onder verzegeld milieu om stofverontreiniging te verminderen. De deuren en de Vensters worden verzegeld met organische glaspanelen voor het gemakkelijke observatie, openen en sluiten. De stofdichte faciliteit is volledig, geschikt, betrouwbaar en mooi.
2.2.1.2. Technologisch proces: het lagere kader van de staalriem, lager, primaire poeder (schraper) vormen zich vullen, verpulvering staal die, secundair poeder vullend (schraper), hoger van de staalriem kader, combinatie van hogere en lagere staalriem, het leiden, trekkrachtrand, het buigen, uitdrijving, het snijden.
2.2.2. Belangrijkste onderdelen van materiaal
| Nr. | Systeemsamenstelling | Systeemconfiguratie | Quantiity |
| 1 | Rek | 1set | |
| 8040 de vierkante structuur van het lassenskelet | 1 | ||
| Het staalplaat van de lijstbovenkant A3 | 1 | ||
| Aandrijvingssysteem | |||
| Verzameltank | 1 | ||
| Stoflaken | 1 | ||
| 2 | Vaste bak | 1 reeks | |
| Roestvrij staalbak | 1 | ||
| Uitbreidingsverbinding | 1 | ||
| Constante tariefvoeder | De anode zonder | ||
| Riddler | De anode zonder | ||
| Transportband | De anode zonder | ||
| Het mechanisme van het transportbandbereik | De anode zonder | ||
| Verzameltank | De anode zonder | ||
| Stoflaken | De anode zonder | ||
| 3 | Strookhaspel | 2sets | |
| Wrijving afwikkelend mechanisme | 4 | ||
| Het mechanisme van het gidswiel | 16 | ||
| 4 | Het vormen van poedersysteem | 2sets | |
| Tank | 2 | ||
| Transmissiesysteem, ac de motor van de frequentieomzetting, toestel | 2 | ||
| Smeringssysteem | 2 | ||
| Het bewerken van wiel regelend mechanisme | 4 | ||
| Het vormende bewerken | 2 | ||
| Zodra schaaft de vulling de vultrechter en de regelaar | 1 | ||
| Het gepoederde bewerken | 2 | ||
| Van de nieuwe vullingsvultrechter en schraper regelaar | 2 | ||
| Fusie van het bewerken | 2 | ||
| Mouthing het bewerken | 2 | ||
| Het lege houder bewerken | 2 | ||
| Het buigende bewerken | 2 | ||
| Het overvolle mond bewerken | 2 | ||
| 5 |
Snijd systeem af |
2sets | |
| Lineair differentieel compensatiesysteem | 2 | ||
| Het mechanisme van de cilinderaandrijving | 2 | ||
| Het mechanisme van de cilinderscheiding | 2 | ||
| 6 |
Het systeem van de stofcontrole
|
2Sets | |
|
Het systeem van de stofcontrole |
2 | ||
| Het mechanisme van de poederterugwinning | 2 | ||
| 7 | Controlesysteem | 2 reeksen | |
| PLC- Omron, Panasonic | 2 | ||
| Onafhankelijk elektrokabinet | 2 | ||
| 8 | Besturingssysteem | 2 reeksen | |
| Touch screen - kunlun tong tai, e-Weergeven | 2 |
|
Specificaties Punt |
ZME01A | |
|
Technische parameters |
Efficiency | ≥20m/min regelbaar |
| Werkende ontruiming van het bewerken van wiel | Regelbare (efficiënte aanpassingswaaier) 0 ~ 4mm | |
| Materieel vul | Regelbaar | |
| Binnen en buitendiameter van staalband | Binnendiameter 200mm, buitendiameter 600mm, | |
| Samengeperste luchtsysteem | Gasbron die door partij a wordt verstrekt (met zijn eigen tank van de gasopslag) | |
| Totale macht (kW) | 5.5 | |
|
5.5 | |
2.2.5.1-Reksysteem:
2.2.5.1 .1 structuurverklaring: Gebruik 80120 vierkante lassenstructuur, de verf van het oppervlaktebaksel, de belangrijkste kleur het lichte (ijzer) blauw van van de materiaalverschijning GSB05-1426-20018 PB07. Het lijstpaneel wordt gemaakt van 20 dikke staalplaten. De materiële inzamelingsgroef is gelast met roestvrij staalplaat. Het aandrijvingssysteem wordt gedreven door de motor door het toestel aan de belangrijkste versnellingsbak, die elk het bewerken wiel drijven.
2.2.5.1 .2 Schematisch diagram:
2.2.5.2 Vaste bak
de verklaring van 2.2.5.2 .1Structure: Het keurt flexibel verbindingssysteem, met verzegelende ring op het eindgezicht, en verzegelend materiaal in de blanking sectie van de verzegelende auto goed. Het eenvormige het voeden mechanisme van poedermateriaal wordt gedreven door de veranderlijke motor van de frequentie regelbare snelheid, en de omwentelingssnelheid kan op het touche screen worden aangepast. Het materiaal na het voeden met eenvormige snelheid trilt door het trillingsscherm van 10 doeleinden bij hoge frequentie. Het korrelige materiaal is onderzocht aan de materiële collector, en het gekwalificeerde materiaal valt op de transportband en aan de poedervultrechter door de transportband vervoerd. Onder de transportband een schoonmakende borstel. De poedervultrechter keurt de structuur van het spiegelroestvrije staal goed, en de binnenmuur is vlot en schoon om vlotte lossing te verzekeren. Er is een roterende klep bij de bodem, die de vullende hoeveelheid poeder kan aanpassen. De anodemateriaalstromen direct in de poedervultrechter na het overgaan door het eenvormige het voeden mechanisme.
2.2.5.1 .2 Schematisch diagram:
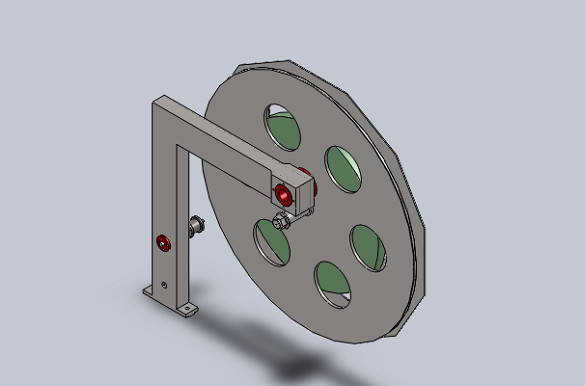
2.2.5.3-het afwikkelende systeem van de Staalstrook:
2.2.5.3 .1 Beschrijving van de structuur: het keurt de wrijvingwiel het rollen wijze met binnendiameter van 200mm en buitendiameter van 600mm goed.
het diagram van 2.2.5.3 .2schematic:
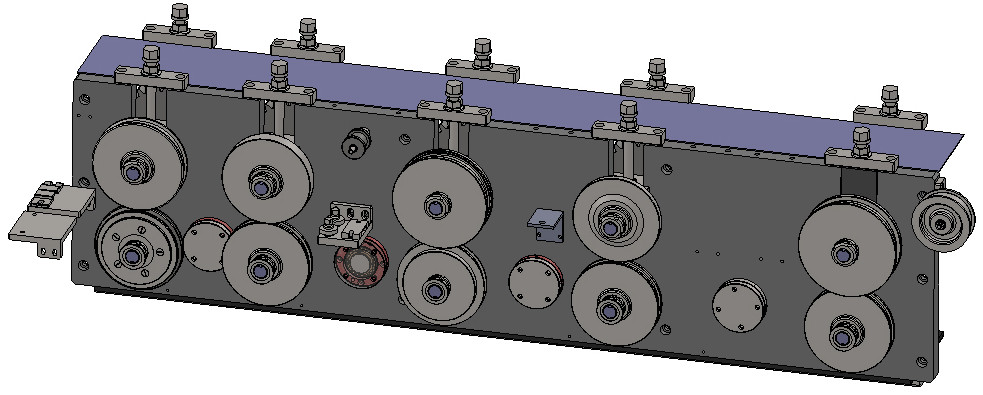
2.2.5.4 die poedersysteem vormen:
2.2.5.4 .1 structuurverklaring: De lagere staalriem gaat door het lagere kader van de staalriem, die de materiële vultrechter (de schraperplaat) vormen, drukkend de poedervultrechter (de schraperplaat), het hogere kader van de staalriem (de hogere passen van de staalriem door), het hogere kader van de staalriem (de hogere passen van de staalriem door), de combinatie van het hogere kader van de staalriem, de gidsplaat, de rand dringende plaat, de buigende plaat, de uitdrijvende plaat, het kleine bar vormen zich, die de kleine strookproductie voltooien. Elk het bewerken wiel wordt gedreven door schachtbevestiging en toestel. De ontruiming van het bewerken van wiel wordt aangepast door mechanisme aan te passen om te bewerken wiel. De werkende as en het dooslichaam worden bevestigd met het glijden het dragen, die stabiel en betrouwbaar is. Het versnellingsbaklichaam keurt afgietsels goed en bevat smeerolie. Er zijn geen het drukken en secundaire vullende vultrechter in het negatieve vormende systeem van de poederverpakking. De rechterkant van de verpakkingsvultrechter heeft de schraperplaat die kan gemakkelijk worden aangepast.
2.2.5.4 .2 Schematisch diagram:
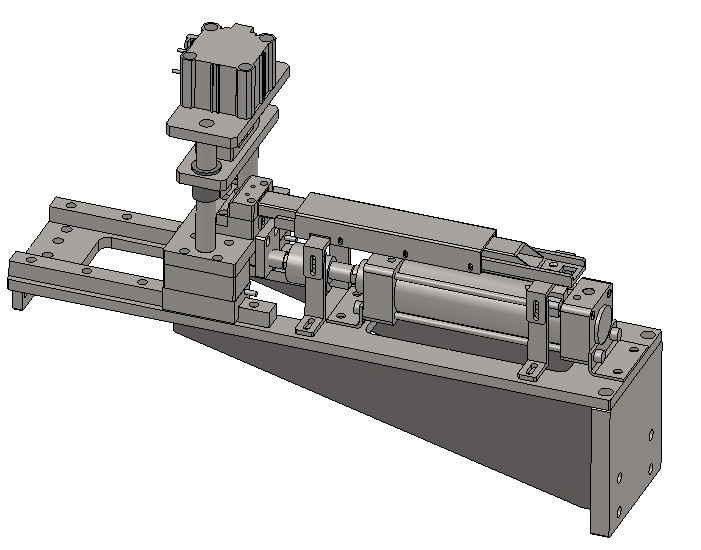
2.2.5.5 afgesneden systeem
de verklaring van 2.2.5.5 .1structure: Wanneer de kleine strook van de plaat de vereiste lengte bereikt en de reisschakelaar contacteert, de het voeden cilinder de snijder drijft zich samen te bewegen. De snelheid is hetzelfde als dat van de plaat, en de cilinder van de snijder drukt neer om de kleine strook van de plaat af te snijden. Na het afsnijden, drijft de het voeden cilinder de snijder terug naar de oorsprong. Kleine regelbare plaatlengte.
het diagram van 2.2.5.5 .2schematic:
2.2.5.6-het systeem van de Stofcontrole
2.2.5.6 .1 structuurbeschrijving: het stoflaken wordt goedgekeurd, wordt de stofinterface gehouden, en de geneigde bak wordt goedgekeurd om poeder onder poedersamenstelling te verzamelen. Het stoflaken keurt PE de transparante plastic bevestiging van het de legeringskader van het bladaluminium goed.
Oorzakenanalyse van stofgeneratie
1.1 stof dat door substantie vóór poederdeklaag wordt geproduceerd: stof dat door substantie tijdens vervoer, het voeden, het voeden en kunstmatig onderzoekspoeder wordt geproduceerd.
1.2 stof dat door materialen tijdens de productie van de poederdeklaag wordt geproduceerd: stof dat in het productieproces wordt geproduceerd van verpakking, knipsel van de plaat het kleine bar, striping, compressiescheerbeurt, wegen, plaatspatie die, enz. vervoeren.
tegenmaatregelen
1.1 het streven naar het stof dat vóór het materiaal wordt geproduceerd is met een laag bedekt poeder, worden de materiële lekkage en het stof geëlimineerd door middel van het verzegelen van vervoervervoer, die het voeden, het voeden en het verzegelen het schermpoeder het voeden verzegelen.
1.2, Strevend naar het stof dat door het materiaal tijdens de productie van de poederdeklaag wordt geproduceerd, wordt het stoflaken goedgekeurd om omhoog drijvende stof en van de stofinzameling trog te zuigen om dalend stof te verzamelen en stofpreventie en verwijdering te bereiken.
2.2.5.6 .2 Schematisch diagram:
2.2.5.7-Controlebord
Het elektrokabinet is geïnstalleerd buiten de machine, met lekkage binnen schakelaar, gelijkstroom-stabiliteitsvoeding en andere componenten van de machtslijn. PLC, relais en motor het controleapparaat wordt gebruikt voor controle. De verbinding met extern wordt gemaakt door middel van schakelaars en eindblokken. PLC GEBRUIKT omron. De kabels en de luchtpijpen van ander materiaal worden geschikt en buisleidingen in het lagere deel, en de explosiebestendige lamp is binnen het materiaal.
2.2.5.8-Besturingssysteem
Touch screenverrichting. Macht, noodsituatieeinde, hand, automatische knoop, onderbrekingsbescherming.
2.3. Ladingslijst (kleine strookopslag)
2.3.1 transportbandrol: keur de rol van de niet-machtstransportband met diameter van 2025mm en interval van 50mm goed. Het kader keurt lassenstructuur goed.
2.3.2Powder inzamelingsagentschappen: elke 1,5 meters de agentschappen van een poederinzameling, met lade onder het pakhuis van de poederinzameling, kunstmatige gesloten vastgestelde posities kunnen worden genomen, keurt het inzamelingsagentschap de structuur 304 van de roestvrij staalstructuur (zoals hierboven) goed.
2.3.3Seal-dekking: de transparante PC-verbindingsdekking wordt gebruikt boven de het werklijst, met 3 zuigings cirkelgaten op de bovenkant.
2.3.4Small tikmechanisme: het ladingsplatform boven een omkeerbare V-het plaatsen groef, de machine van de poederverpakking onderaan klein vooruit in de V-groef, artikel door klein zal geen kromming slingeren, wanneer de kleine besnoeiing, V-groef, kleine tik aan de lading op het stadium kan wegknippen.
2.4.Spline-scheerbeurtmachine
2.4.1. Ontwerpvereisten
2.4.1.1. De machine wordt gemaakt van kleine strook van batterijplaat die breedte vergt en dan in ruwe plaat geschoren die lengte vergt. Het is geschikt voor de productie van lage, middelgrote en hoge verhouding batterijplaat. Het kleven, het in reliëf maken, scheerbeurtaaneenschakeling, verrichting aanpassing; Latbreedte, compressiedikte, scheerbeurtlengte, lopende regelbare snelheid, het schermaanpassing, de lengte van de vertoningsscheerbeurt; De spatie van de scheerbeurtplaat automatisch uit, automatische transmissie. Dubbele halfronde sferische compressie, het lineaire differentiële scheren, om de verschijning van plaat leeg mooi, betrouwbaar knipsel te verzekeren. Het materiaal werkt betrouwbaar regelmatig en, en is gekwalificeerd in scheerbeurt zonder braam; Volledige smering, betrouwbare en gemakkelijke verrichting; De afvalmaterialen, het poeder, de afvalinzameling en het recycling zijn volledig betrouwbaar en geschikt. De stofdichte faciliteit is volledig, geschikt, betrouwbaar en mooi.
2.4.1.2. Technologisch proces: (afgesneden, ladende lijst (9M), striping, knipsel die, striping, (selecteer de onvolledige plaatspatie sorteren), overdracht.
2.4.2. Belangrijkste onderdelen van materiaal
| Nr. | systeemsamenstelling | systeemconfiguratie | hoeveelheid |
|
1
|
Het machinaal bewerken van systeem | 1SET | |
| Het gieten van kader | 1 | ||
| lijstbovenkant | 1 | ||
| Hoogste dekking - plexiglas | 1 | ||
| Verzamel de lade | 1 | ||
| 2 | Drijf systeem | 1SET | |
| AC MOTOR | 1 | ||
| toestelaandrijving | 1 | ||
| 3 | Lat het in reliëf maken systeem | 1SET | |
| De instellingen van de artikelwerktijd | 1 | ||
| Toon randinstellingen | 1 | ||
| 4 | Het in reliëf maken systeem | 1SET | |
| Hogere en lagere roldiameter 200mm | 1 | ||
| Motor - AC motor | 1 | ||
| 5 |
scherp systeem
|
1SET | |
| Lineair differentieel compensatiesysteem | 1 | ||
| Het scherpe mechanisme van de oliedruk | 1 | ||
| 6 | Leeg sorterend systeem | 1SET | |
| rotatiesysteem | 1 | ||
| jack-up systeem | 1 | ||
| Het agentschap van de afvalinzameling - roestvrij staal 304 | 1 | ||
| 7 |
Het systeem van de stofcontrole |
1 | |
| Stoflaken | 1 | ||
| De organisatie van de afvalterugwinning | 1 | ||
| 8 | vervoersysteem | 1set | |
| Transportband | 20 | ||
|
1 | ||
| 9 | Controle, besturingssysteem | 1 套 | |
| Plc-OMRON | 1 | ||
| Touch screen - kunlun tong tai |
2.4.3. Hoofd technische parameters van het materiaal
|
Specificaties PUNT |
ZME01A | |
|
Technische parameters |
Spel de breedte | 60~400 mm regelbaar |
| Het in reliëf maken dikte | regelbare 1.4~5mm | |
| geschoren lengte | 80±0.3~200±0.3 regelbaar mm | |
|
≥25 次 /min | |
| het systeem van de kompreslucht | Luchtbron die door partij a wordt verstrekt | |
| totale macht (kW) | 10.5 | |
|
10.5 | |
De platen worden verbonden samen na wordt afgesneden op de poeder rekenmachine. Na het overgaan door het voordrukwiel, gaan de platen het het in reliëf maken wiel in. De motor drijft het het in reliëf maken wiel om te roteren, en de plaat is in reliëf gemaakt. Er is een paar van het voeden van mechanisme dicht bij het snijdersmechanisme tussen het snijdersmechanisme en het het in reliëf maken wiel.
2.4.5.1. Reksysteem:
2.4.5.1.1. structuurverklaring: Het gietende kader wordt goedgekeurd, is de structuur vast en betrouwbaar, en de stabiliteit is goed. Verwerk alle oppervlakten van de de 2 delenverbinding. De deklaag van de niet-contactoppervlakte. De belangrijkste kleur van de oppervlakte is 8 PB07 lichte (ijzer) blauwe kleur van gsb05-1426-2001. Het substraat wordt behandeld door plateren op de oppervlakte van de staalplaat.
2.4.5.1.2. schematisch diagram:
het systeem van 2.4.5.2 .drive:
2.4.5.2.1. Beschrijving van de structuur: de grote torsieac motor drijft het toestelmechanisme door de ketting van tand, drijft de rol om het afbijtmiddel te drukken, en het toestel keurt de grote modulus, het dik gemaakte toestel en de sterke starheid goed.
2.4.5.2.2. schematisch diagram:
2.4.5.3. Het systeem van de artikelspelling
2.4.5.3.1. Beschrijving van de structuur: pas samen manueel de kleine stroken volgens de behoeften aan, en plaats hen in het midden van het triplex. Druk het handwiel om de kleine stroken aan te halen.
2.4.5.3.2. Schematisch diagram:
2.4.5.4. Het in reliëf maken systeem:
2.4.5.4.1. Beschrijving van de structuur: breng manueel een bepaald aantal zonodig kleine platen samen, en schik hen in orde door regelbare schotten, en duw hen onder het het in reliëf maken wiel. De hogere rol keurt de lente dringend mechanisme goed. Het in reliëf maken is het dubbele halfronde sferische in reliëf maken. Hogere rolhoogte regelbaar, met schaal, en met wijzerplaatvertoning. Zowel zijn de hogere als lagere drukrollen hoofd drijfwielen, terwijl zich het bewegen, toestelnetwerk. De plaat wordt samengeperst door twee rollen om de plaat te verhinderen scheef te trekken alvorens de snijder in te gaan.
2.4.5.4.2. Schematisch diagram:
het systeem van 2.4.5.5 .cutting
2.4.5.5.1. Structuurbeschrijving: de plaat na het in reliëf maken wordt verzonden naar het schot vóór het snijden door de gidsrol, en het schot wordt geduwd om het plooiende mechanisme samen te drijven. Wanneer het huidige aandrijvingsmechanisme de reisschakelaar raakt, wordt het het systeembegin van de oliedruk, de oliecilinder afgesneden en de spatie wordt afgesneden.
2.4.5.5.2. schematisch diagram
2.4.5.7. Het systeem van de stofcontrole:
2.4.5.7.1. Beschrijving van de structuur: de transparante PE plaat wordt gebruikt voor het verzegelen, en de volledige het in reliëf maken scheerbeurtverbinding wordt verzegeld. Er is een zuigingsstructuur boven de het in reliëf maken scheerbeurt, zodat de doos in een negatieve drukstaat is, die slechts de latpositie voor arbeiders verlaten te werken.
2.4.5.7.2. schematisch diagram:
het systeem van 2.4.5.8 .transport:
2.4.5.8.1. Beschrijving van de structuur: na het afsnijden van de spatie, na het onderzoeksmechanisme, zal het transmissiemechanisme de spatie naar elektronisch voordien weegt, het het voeden mechanisme met elastische duwplaat, één keer om 2 stukken van spatie te duwen overbrengen.
2.4.5.8.2. schematisch diagram:
2.4.5.9. gecontroleerde besturingssystemen
Het elektrokabinet is geïnstalleerd buiten de machine, met lekkage binnen schakelaar, gelijkstroom-stabiliteitsvoeding en andere componenten van de machtslijn. PLC, relais en motor het controleapparaat wordt gebruikt voor controle. De verbinding met extern wordt gemaakt door middel van schakelaars en eindblokken. PLC GEBRUIKT omron of panasonic. Ander materiaal tussen de kabel, luchtpijp in het lagere deel van bedrading en het door buizen leiden. Touch screenverrichting. Macht, noodsituatieeinde, hand, automatische knoop.
2.6.Energy middel
2.6.1power bron
+ van 1>Voltage AC380V/- onmiddellijke verandering de in drie stadia van 10% < 0=""> < 10="">
2>Frequency 50 Herz + 1 Herz
2.6.2air
1>Pressure aan nul. mpa 5
2>The stroom van 20 l/min.
3.Equipment goedkeuringsvoorwaarden
3.1.Submit documenten, hulpmiddelen en vervangstukkenlijst in het wilde weg:
| Nr | Materiële (gegevens) naam | exemplaren | voorleggingstijd | opmerkingen |
| 1 | Speciale het zuiveren en onderhoudshulpmiddelen | 1Set/sets van |
|
1 reeks/reeks van hexagon moersleutel |
| 2 | Het handboek van de materiaalverrichting zal het volgende omvatten: () 2,1 specificaties en werkende instructies; 2.2 van het materiaalreparatie en onderhoud handboek: invoering van het werk principe; Mechanische algemene regeling, het diagram van de componentenassemblage; Smering en onderhoudsspecificatie; | 1set | Wanneer geleverd of alvorens het materiaal voor gebruik wordt geleverd | elektronisch document |
| 3 | Verpakkingslijst en productcertificaat | Verpakkingslijst en productcertificaat | ||
| 4 | Elektroschemadiagram, PLC programmadiagram | 1copy/set | na ontvangstbewijs van volledige betaling | |
| 5 | Tekeningen van kwetsbare delen en vervangstukken | 1 exemplaar/reeks |
|
Sommige kwetsbare delen worden voorzien van PDF-groottetekeningen |
| 6 | Bewerkend wiel: één paar voor elk positief-poolpoeder het bewerken wiel, 23 * 23, 25 * 25. Één paar voor elk paar van negatief poolpoeder het bewerken wiel, 21 x 21, 23 x 23 | 4sets | De tijd van levering | Verstrek PDF-afmetingstekeningen |
3.2. Goedkeuringsdocumenten: de documenten van de materiaal pre-goedkeuring, documenten van de materiaal de definitieve goedkeuring.
3.2.1. Goedkeuringsmodel: volgens de technische overeenkomst over de grootte van inkomende materialen. 3.2.2. Goedkeuringsresultaat: goedkeuring volgens technische overeenkomst. 3.2.3. Inleidende goedkeuringsnormen:
3.2.3.1. De pre-goedkeuring zal op partijb's plaats worden geleid; 3.2.3.2. Het materiaal is volledig en in goede staat, overeenkomstig de relevante bepalingen van het contract en de technische overeenkomst; 3.2.3.3. De pre-goedkeuring impliceert hoofdzakelijk de goedkeuring van al functies, technische indicatoren en de verschijning van het materiaal, en verdere aanpassing van niet-overeenkomende punten zoals vereist in partij a. Op voltooiing van de aanpassing, zullen de goederen met partij een toestemming worden geleverd.
3.2.3.4. De goedkeuringsnota's van de pre-goedkeuringsvorm;
3. 2.4. De definitieve goedkeuringsnorm
3.2.4.1. Gebruikt voor goedkeuring van het opdragen van het materiaal overeenkomstig de vereisten van deze overeenkomst;
3.2.4.2. Stelt de materiaal ononderbroken productie een week na de officiële goedkeuring, goedkeuring onophoudelijk 2 uren in werking;
3.2.4.3. Goedkeuring van de gespecificeerde techniek en het technische personeel om binnen deel te nemen en ondertekend door het rapport van de beide partijengoedkeuring.
4, Rechten en verplichtingen van beide partijen:
| Nr. | Punten | De verantwoordelijkheidspartij | Opmerkingen („○“ Vertegenwoordigingspartij) | |
| Deel a | Deel B | |||
| 1 | Stichtingsbouw | О | Voer indien nodig uit | |
| 2 | Pas het materiaal op de plaats van de verkoper aan | О | Verstrekt op het bericht van de verkoper | |
| 3 | vervoer | О | ||
| 4 | De het leegmaken behandeling | О | Plaats de opzettende positie en bevestig het. | |
| 5 | Materiaalvoorwaarden | О | ||
| 6 | De bouw van luchtleidingen | О | De luchtdruk wordt vereist stabiel om te zijn en de luchtbron voldoet aan de verwante parametervereisten. | |
| 7 |
het elektro werken |
О | De onafhankelijke machtsschakelaar wordt vereist | |
| 8 | Een bron van het bedradingsgas over te nemen |
О
|
De onafhankelijke luchtschakelaar en lucht de broninterface worden vereist. | |
| 9 |
Buiten de het verdelen klaar kabel |
О | De machine keurt grondcatheter bedrading goed. | |
| 10 | installatie en het zuiveren | О | О | Schik verwante exploitanten, onderhoudspersoneel en technici om samen te werken. |
| 11 |
Opleiding: 11.1 de opleidende exploitanten en het veiligheidspersoneel om het materiaal in werking te stellen correct, veiligheidspersoneel kunnen de mislukking van het verwerkingsmateriaal snel verbeteren; 11.2 de opleidingsinhoud omvat het volledige controlesysteem, mechanisch systeem van veiligheidskennis en verstrekt opleidingsinput; 11.3 opleidingseffect: kan de bekwame verrichting van het verrichtingspersoneel, veiligheidsagenten algemene gemeenschappelijke fouten behandelen. |
О | О | De kopersbehoefte om werkend personeel, onderhoudspersoneel te specificeren. En vast, kan niet naar believen worden vervangen; Bied twee vrije opleidingsmogelijkheden (aan de kant van de koper opleiden) en een derde last die: reiskosten. |
| 12 |
Vertrouwelijkheidsclausule: 12.1 de twee kanten aan om het even welk technische informatie en materiaal dat door de andere dossiers wordt verstrekt hebben de verplichting aan vertrouwelijkheid, zonder de toestemming van andere, transmit of in elk geval gelekt aan derde partijen; 12.2 de koper onderneemt niet aan zich, en staat niet de derde partij toe hij zo het materiaal, anders beer voor alle verliezen als gevolg van de verkoper imiteerde. |
О | О | |
|
13
|
De naverkoopdienst: 13.1 van de definitieve goedkeuring van de notulen vanaf de datum van handtekening, zal de één jaargarantie wanneer de verkoper voor niet kunstmatige foutloos en binnen 7 dagen na geïnformeerd door de koper verantwoordelijk is, verkoper (aangekomen bij de plaats van de koper). 13.2 een meer dan jaar, zal de verkoper onmiddellijk, slechts herstellen kosten laden; ; |
О
|
О | . |
| 14 | Productupdate: wegens de ontwikkeling, de bevordering van de verkoper technische van materiaal en de prestatiesverbetering, op verzoek van de koper zal de verkoper voor de verbetering, de kosten van de verkopers slechts last verantwoordelijk zijn | О | О | |
5. Intellectuele-eigendomsrechten (ipr)
5.1. Deze technische overeenkomst brengt het product met elkaar in verband modellerend en de ontwerptekeningen die door partij a worden verstrekt en andere informatie in het intellectuele eigendom dat door partij a, zonder de toestemming van de partij a, partij B wordt bezeten kunnen niet aan enig bedrijf onthullen en individueel, anders is de partij B verantwoordelijk voor alle verliezen die daar het gevolg zijn van. De partij enig is het ermee eens dat de partij B al materialen gebruiken zal en de informatie die door partij a hiervoor hieronder worden verstrekt.
5.2. De partij B gaat akkoord het ontwerptekeningen en andere informatie die door partij a worden verstrekt of geen informatie voor deze technische overeenkomst buiten die zal zijn, anders de partij a het recht heeft partijb overeenkomstige verantwoordelijkheid na te streven.
5.4. Al materiaal zal het bezit van partij B blijven, partij beloften om andere derde generisch klassenmateriaal niet toe te staan, om alle verliezen te ondernemen zo veroorzaakt aan anders partij B.
6. Geschillenbeslechting
Om het even welk geschil die van of zich met betrekking tot deze overeenkomst voordoen zal door zowel partijen door onderhandeling of bemiddeling worden geregeld. Als de onderhandeling of de bemiddeling er niet in slagen om eender welk resultaat te bereiken aanvaardbaar voor beide partijen binnen twee maanden, zal het geschil door arbitrage worden geregeld, die overeenkomstig de arbitrageverordeningen van de Volksrepubliek China zal worden geleid.
7. Gebrek en aansprakelijkheid
Beide partijen moeten hun respectieve verplichtingen strikt uitvoeren, in het geval van één partij overtreedt basisvoorwaarden van de overeenkomst, heeft de andere partij het recht de overeenkomst te eindigen, en zal het recht hebben tegen elkaar te eisen, bedrag overeenkomstig de relevante bepalingen van de economische verbintenissenrecht vragen.
8. Anderen
8.1 deze technische overeenkomst en zijn toebehoren zullen de basis van materiaal productie en goedkeuring zijn en zullen even geldig met het ordecontract zijn.
8.2. Deze overeenkomst wordt in tweevoud gemaakt, met partij houdende en partij B die houden. Het zal van de datum van handtekening en verbinding van gemachtigde vertegenwoordigers van beide partijen van kracht worden.
8.3. Hierin de behandelde niet kwesties zullen door beide partijen door onderhandeling worden geregeld.
1. Nieuwe materiaalbelofte
Ons bedrijf waarborgt dat de goederen die aan klanten worden verstrekt gloednieuw, volledig en ongebruikt materiaal zijn.
2. Vertrouwelijkheidsverplichting
Ons bedrijf belooft dat zonder de geschreven toestemming van enige partij, de verwante tekeningen van andere partij, technische informatie, de bedrijfsinformatie en andere bedrijfsgeheimen en de technische geheimen aan derde partijen moeten in geen geval worden gelekt.
3. De verplichting van de naverkoopdienst
(1) twee maanden vanaf de datum van verzending van het materiaal, Partij B is de oorzaak van non-human fouten in een geschikte en vrije garantie binnen één jaar (wanneer het materiaal defect is, zal het personeel van de naverkoopdienst binnen 2 uren na het ontvangen van het bericht antwoorden. Volgens de situatie, moet het personeel op zijn plaats binnen 48 uren zijn. Niet later dan 60 uren, om de continuïteit van productie door de koper te verzekeren;
(2) na het materiaal de garantieperiode, als er een probleem is, de twee partijen meedelen en behandelen het heeft overgegaan. Indien nodig, zal het naverkooppersoneel worden gestuurd om het te herstellen, en slechts zullen de kosten worden geladen. Zh
(3) tijdens de garantieperiode die in het contract en de technische overeenkomst wordt bepaald die door de twee partijen wordt ondertekend, zal het bedrijf een garantie voor kwaliteitsproblemen verstrekken die niet door menselijke schade tijdens het normale gebruik van onze producten worden veroorzaakt.













